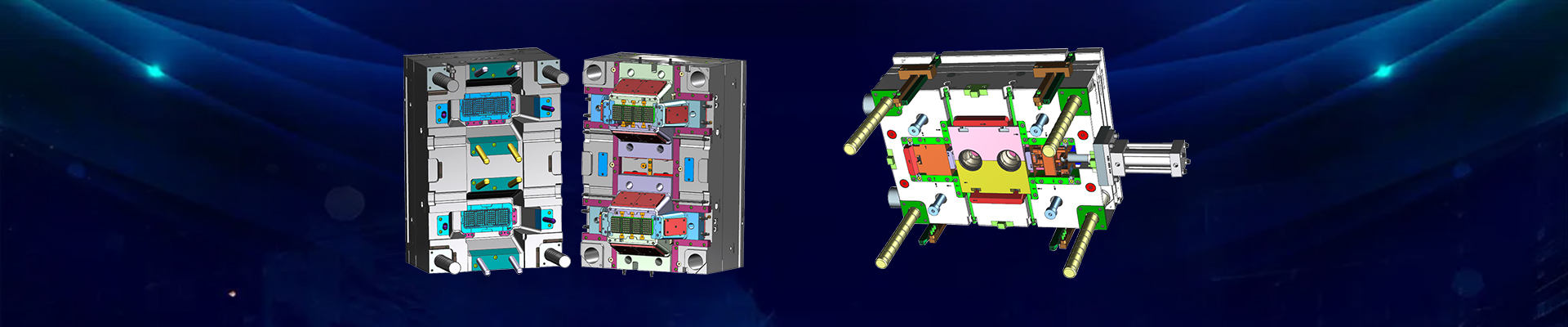


Before starting with the actual mold design, it is necessary to verify the manufacturability of the piece with high pressure die casting technology. In this phase, the practicability of the process should be judged from a dimensional and geometrical point of view.
Optimizing the die casting process is an important step to improve efficiency and optimize die casting design. All types of die casting are used for production, so it is very important to consider the production process in the design process. Pursue the efficiency of manufacturing and reduce secondary operations, which is called "Design for manufacturing" to minimize costs before the project is put into operation, in order to prevent the reduction of efficiency.

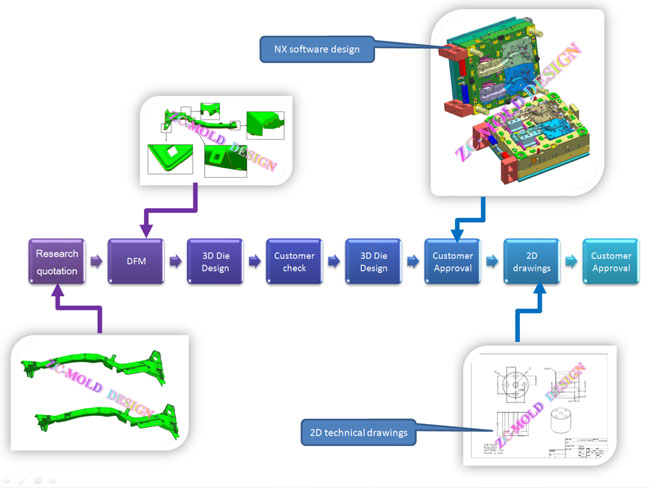
Powerful technical team provide you best die casting mold design solution
There is something very important for the die casting mold design. These key points will influence the die casting die manufacturing successfully or not. During the die casting mold design phase, please consider 5 key points as below.
1. We give you appropriate suggestions of product structure and thickness, assist you to amend drawing and die casting blank drawing, then offer detailed DFM analysis for your confirmation.
2. Cavity design
l distance between the product edge and the mold edge is not less than 50mm. If the product is large, it should be increased accordingly.
l For really deep parts the distance may be bigger than 100mm, but then we should ask the customer for advice if suitable the customers die casting machine.
l If there are high ribs or grooves on the mold core, for the convenience of manufacturing and maintenance, the mold core should be inlaid as far as possible.
l We generally choose H13 for mold core material,The hardness of the die core is specified as follows: HRC:48 ±2
3. Design requirements of the runner system
l The gate should be placed as far as possible at the wall thickness of the casting or where the quality of the casting is required.
l Select SKD61 or DAC as the material of sprue bush and sprue spreader, and the hardness is about HRC48+.
l The gradient between sprue bush and sprue spreader shall not be less than 5.5 degrees.
l The thimble hole on zinc alloy sprue spreader shall not be less than 5mm, and that of aluminum-magnesium alloy shall not be less than 8mm.
4. Design requirements of overflow system
Overflows are the part of the system and serve several purposes. The primary reason for them is that they act as heat sinks and are normally located adjacent to the last location in the cavity to receive metal, which is the coldest in the system and where the incidence for a cold shut defect is strong.
If the gas inside the cavity is not removed in time in the die casting process, it will penetrate into the metal liquid.This can cause bubbles on the surface of the product or create gas hole inside the product.

5.Prevent the accumulation of burr, scrap.
A large amount of metal scrap is generated during the production of die-casting molds. If they are not clean in time, they can easily enter the active structure of the die-casting mold and accumulate into blocks. Directly affect the normal movement of the mold's active structure.
When the slider structure is on the lower side of the mold, a "U" shaped slag discharge groove is designed.And design two slag holes near the core position.
